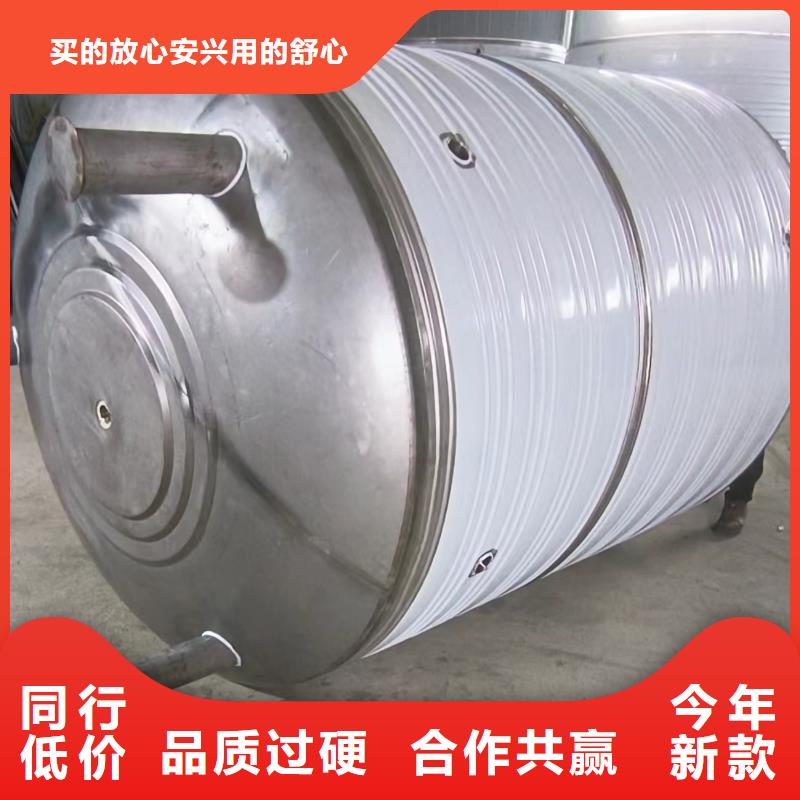
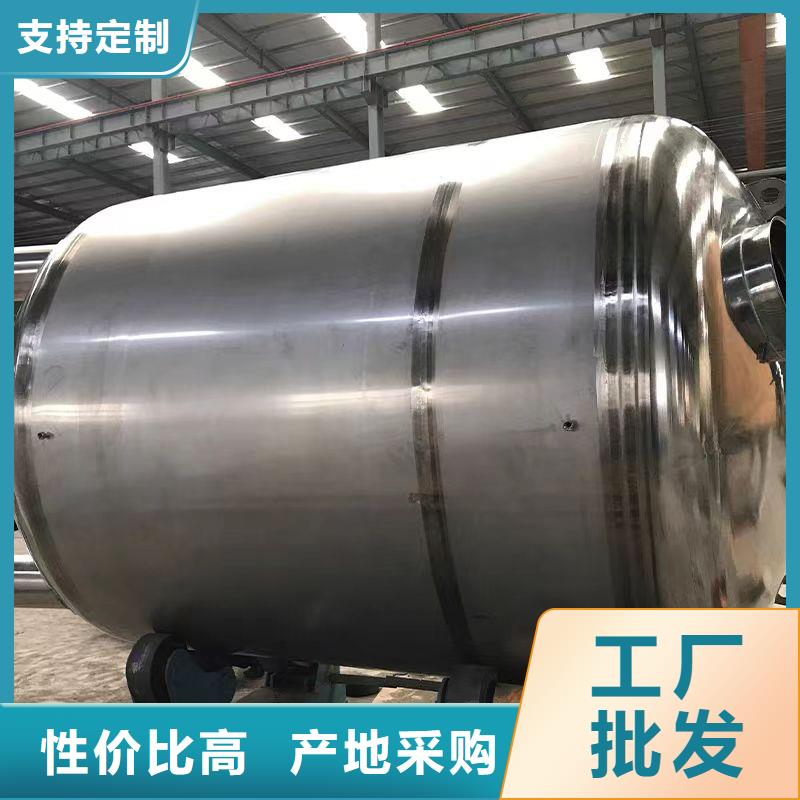
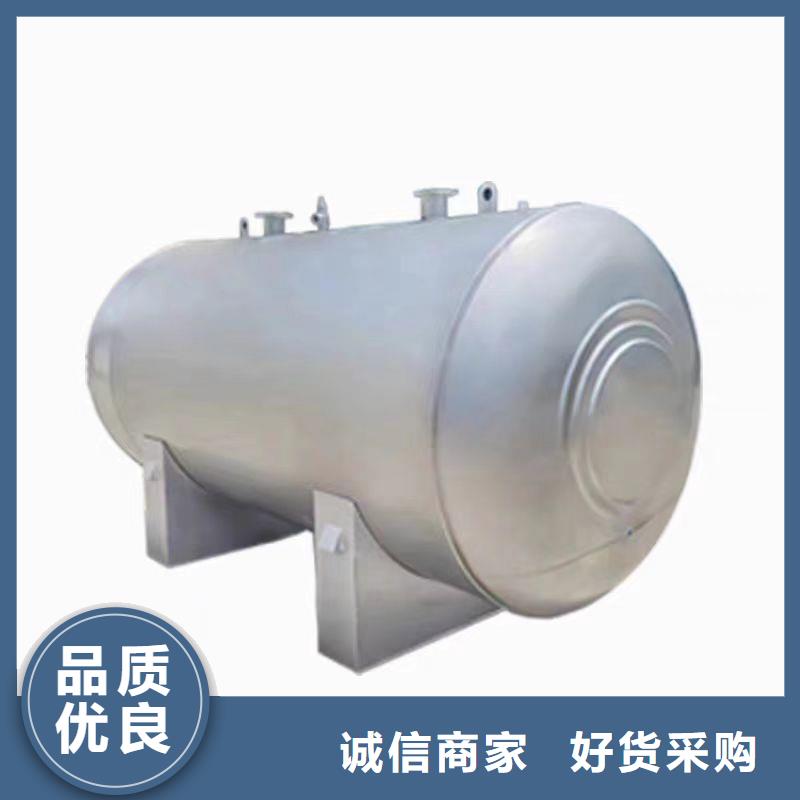
辉煌供水设备有限公司一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 不锈钢水箱、产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 不锈钢水箱、产品质量的稳定,有效地改善了环境。
技术支持:cnwbgg.com
首页
交谈




 扫一扫
扫一扫










