对于《南通》【本地】承压罐按需定制首选辉煌产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的最佳方式。
以下是:南通《南通》【本地】承压罐按需定制首选辉煌的图文介绍
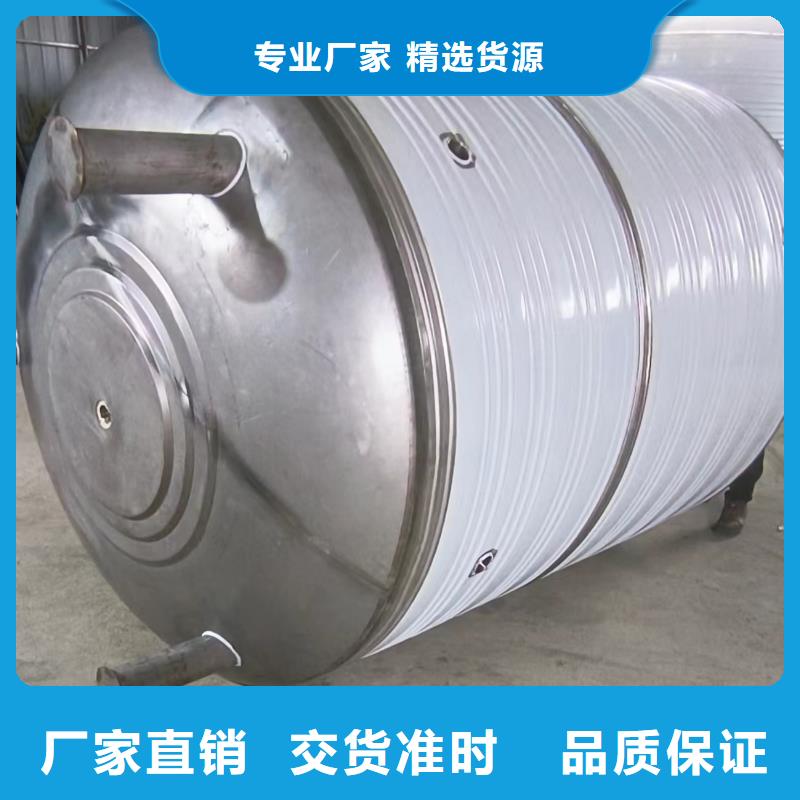
焊接试板:承压保温水箱
2.6.1、南通当地一、南通当地二类压力容器应每台制作产品焊接试板,试板应连接在筒节纵缝的延长线上,与筒节纵缝一起焊接,试板尺寸为450*125二块,试板材质及厚度与筒身材质及厚度一致。
2.6.2、南通当地当同时需制作热处理试板时,且热试板和冷试板为同材质、南通当地同厚度时,可将冷、南通当地热试板连在一起,规格为800*125二块。



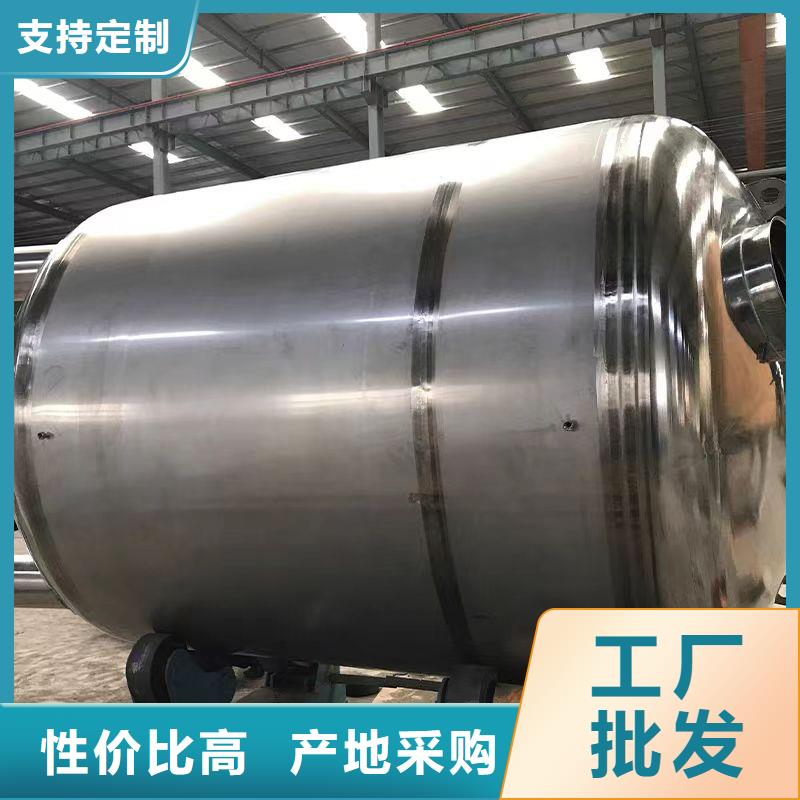
承压保温水箱容器的焊接:
3.3.1、南通当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、南通当地正常情况下,DN≥1000,δ≥8的容器A、南通当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、南通当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、南通当地C、南通当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、南通当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、南通当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。



辉煌供水设备有限公司专业从事 不锈钢水箱、等产品开发制造、销售。多年来积累了丰富的行业经验和资源,凭借专业的开发制造能力、高素质的安装队伍,高效优质的供应链以及优秀的业务运作团队, 多样风格,系列齐全,成为 不锈钢水箱、领域的知名品牌,为 不锈钢水箱、行业的发展壮大贡献了力量,并积j i引领行业的变革及健康发展。现在,我司正在积j i提升自身实力,以双赢合作,稳固灵活的方式拓展更广泛更深入的战略伙伴合作关系。


1.3、南通当地承压保温水箱的焊接应按焊接工艺及我公司的《通用焊接工艺规程》要求进行。
1.4、南通当地对我公司无能加工的零部件,如封头、南通当地膨胀节等要严格按有关标准进行验收把关,确保外协件质量。
1.5、南通当地要通过装备能力的不断提升,工艺手段的不断完善,实现产品质量的持续提高。







 扫一扫
扫一扫